鼎盛天科技今日與您分享三維柔性組合工裝在石油井架裝備上的焊接應用,根據客戶的產品結構分析:
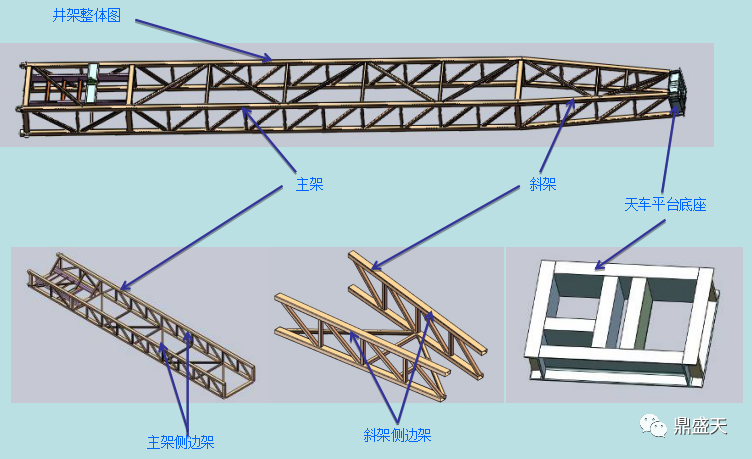
柔性組合焊接工裝方案介紹:
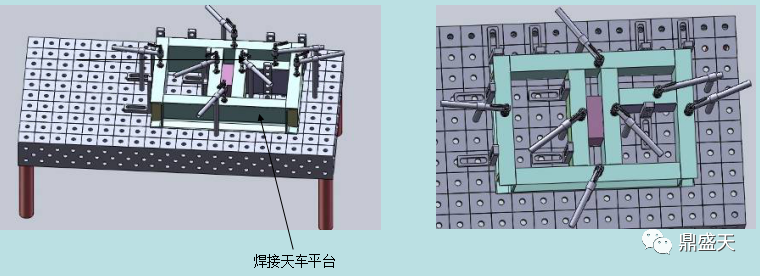
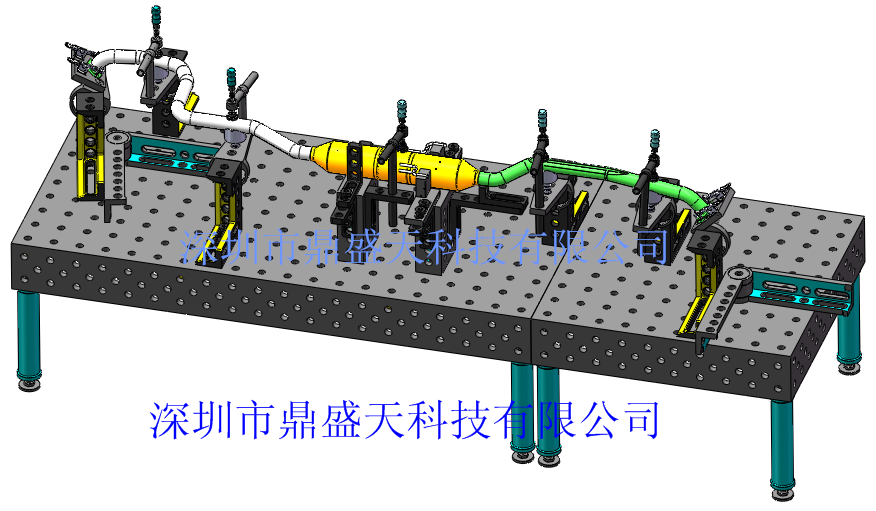
1、對井架分析后采取分步焊接,先焊接天車平臺底座。基礎件選用我司D28系列平臺2000X1000X200mm,及部分標準定位件給予定位支撐,確保精度。
主體方案如下:
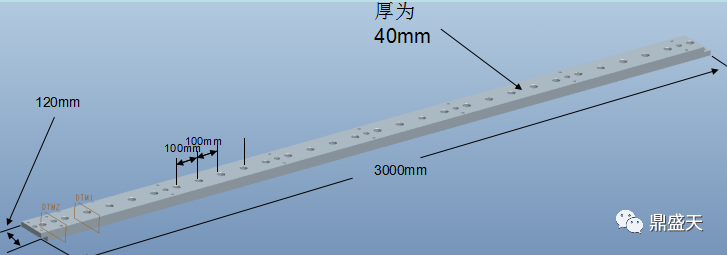
2、對主架側邊架進行焊接,兩側邊架共二個,但完全相同。基礎件選用我公司28系列U形方箱1000X200X200進行對接、利用定位角尺和定位平尺給工件定位,確保精度。底部采用非標支撐結構;保證90度基準平面!地面采用導軌式定位,保證水平基準統一!

軌道總長為12000mm,單邊由4條軌道組成,每條長為3000mm,中間距離880mm

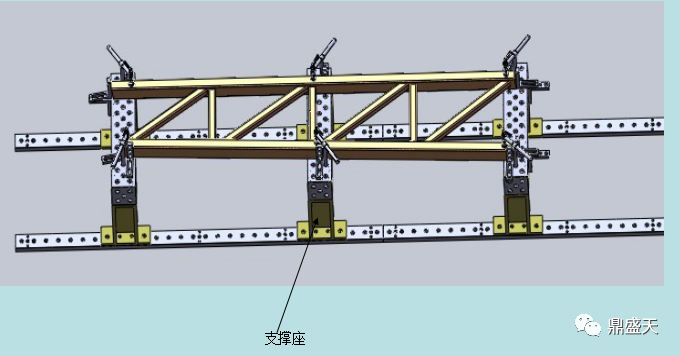
3、對斜架側邊架進行焊接,兩側邊架共二個,但對稱相同,利用主架同樣的柔性夾具組裝即可完成此工作。
4、對主架部分局部件行焊接,采用28系列U形方箱1500X200X200、1000X200X200進行對接,及定位角尺和定位平尺給工件定位,確保精度。
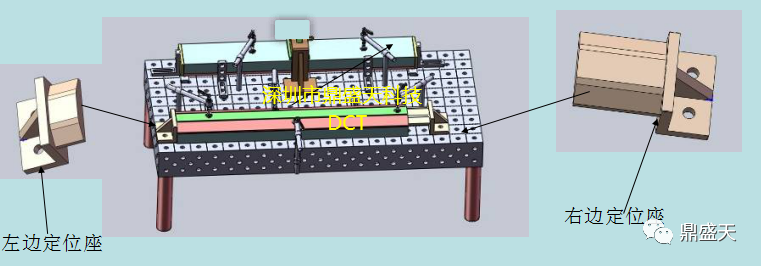
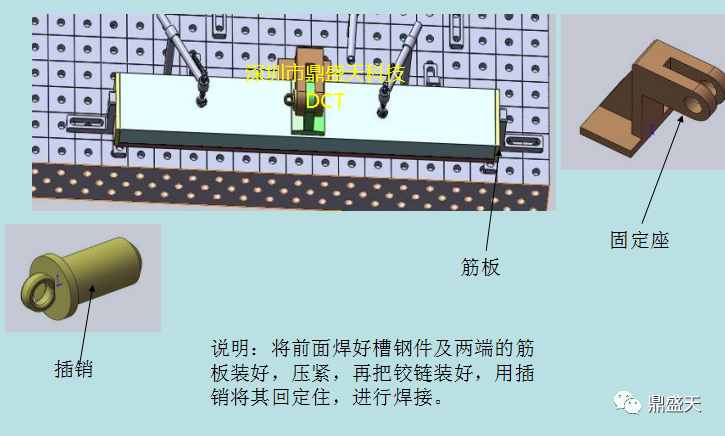
主架局部件是由槽鋼和角鐵焊接而成,夾具基本把每個方形管都定位住,焊接好后取下,再把焊縫進行滿焊,進而達到焊接要求。
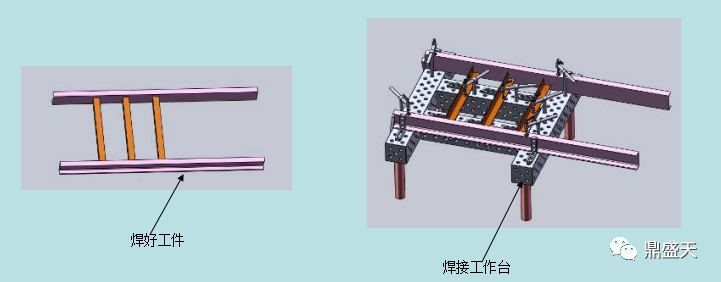
主架部工件焊接,此工件為槽鋼,上方及兩端加筋焊接成。
先將槽鋼裝入夾具中,向前和向左靠緊,再將加筋板裝入,向左靠緊,壓緊進行焊接。完后松開壓緊件,向右推移就可以取出。
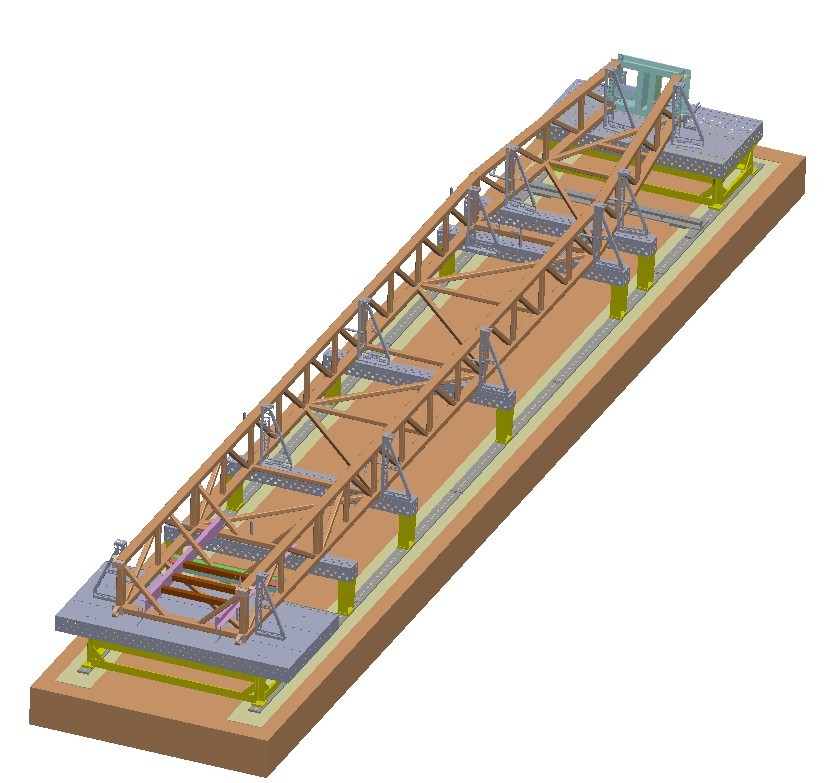
5、對井架進行總焊接。基礎件選用我公司28系列U形方箱3000X200X200和3000X1500X200平臺進行拼接組成,支承角鐵、定位角尺和定位平尺加以給工件定位,確保精度。底部采用非標定位支撐結構,保證90度基準平面,地面采用導軌式定位,保證水平基準統一。
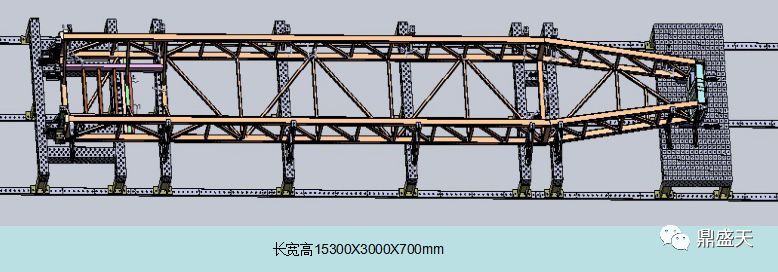
軌道總長為18000mm,單邊由6條軌道組成,形成三條平行條軌,每條長為3000mm,中間距離1400mm。
引用三維柔性焊接組合工裝后改進效果:
1、大幅度的提升了井架焊接的對角精度及效率;
2、節約了制作工裝的成本及時間;
3、降低了對新進焊接工人的技術要求,減少人力成本的投入;
4、提高現場管理,規范作業流程;
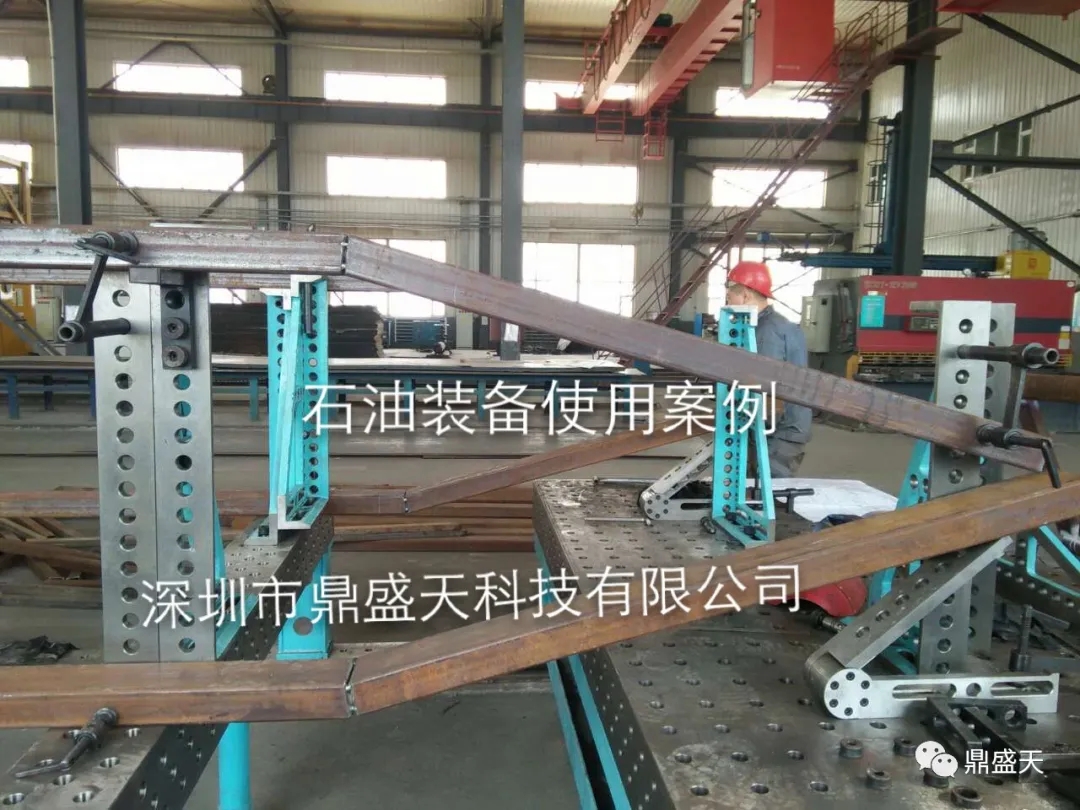
下面為客戶應用現場圖:



深圳市鼎盛天科技DCT品牌焊接工裝專注專業大型吊臂、塔吊、桁架等的焊...
選擇一家適合的焊接工裝夾具廠家(深圳鼎盛天科技)可以讓您的焊接 工...
DCT品牌焊接工裝15年的焊接工裝夾具案例積累,15年的品牌沉淀,用心做好...
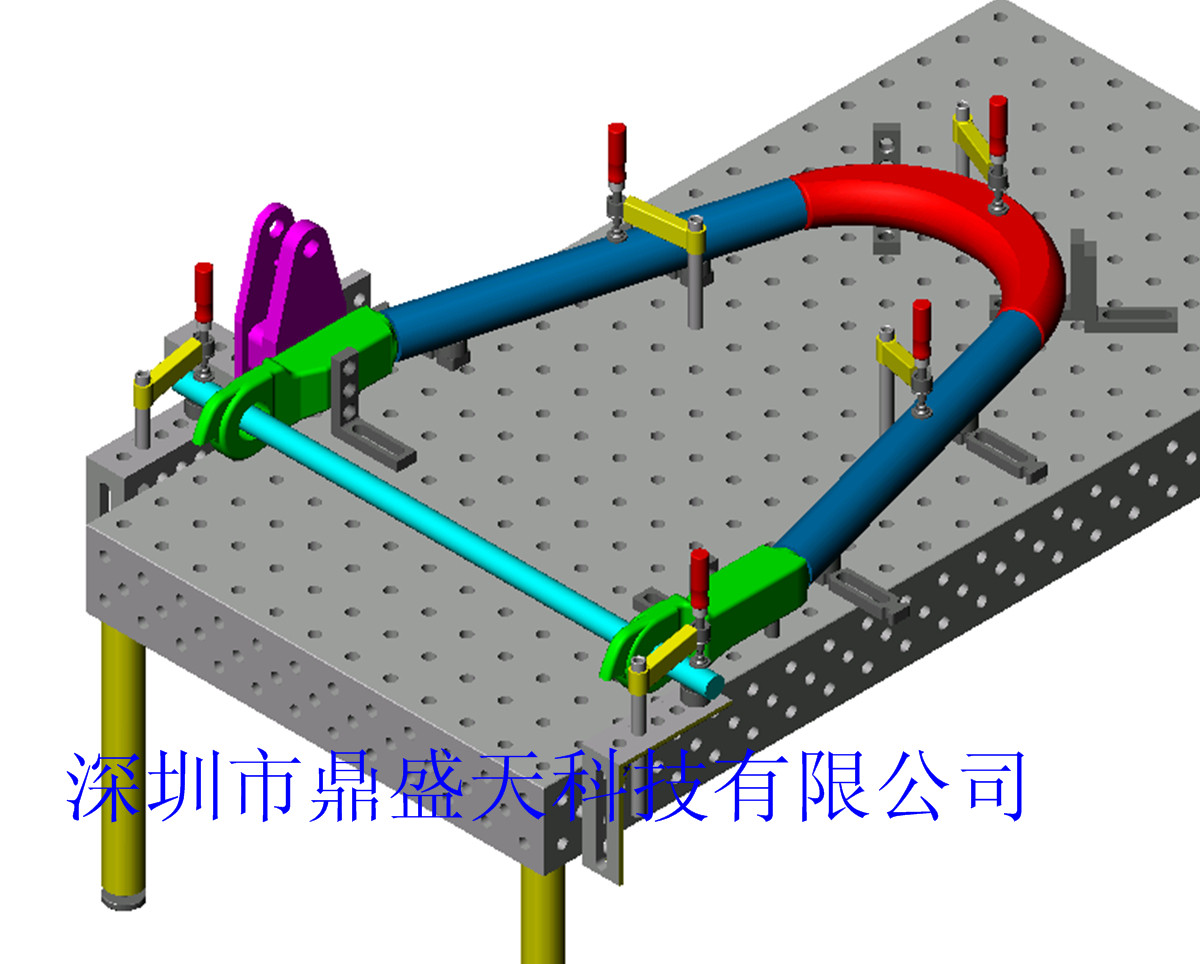
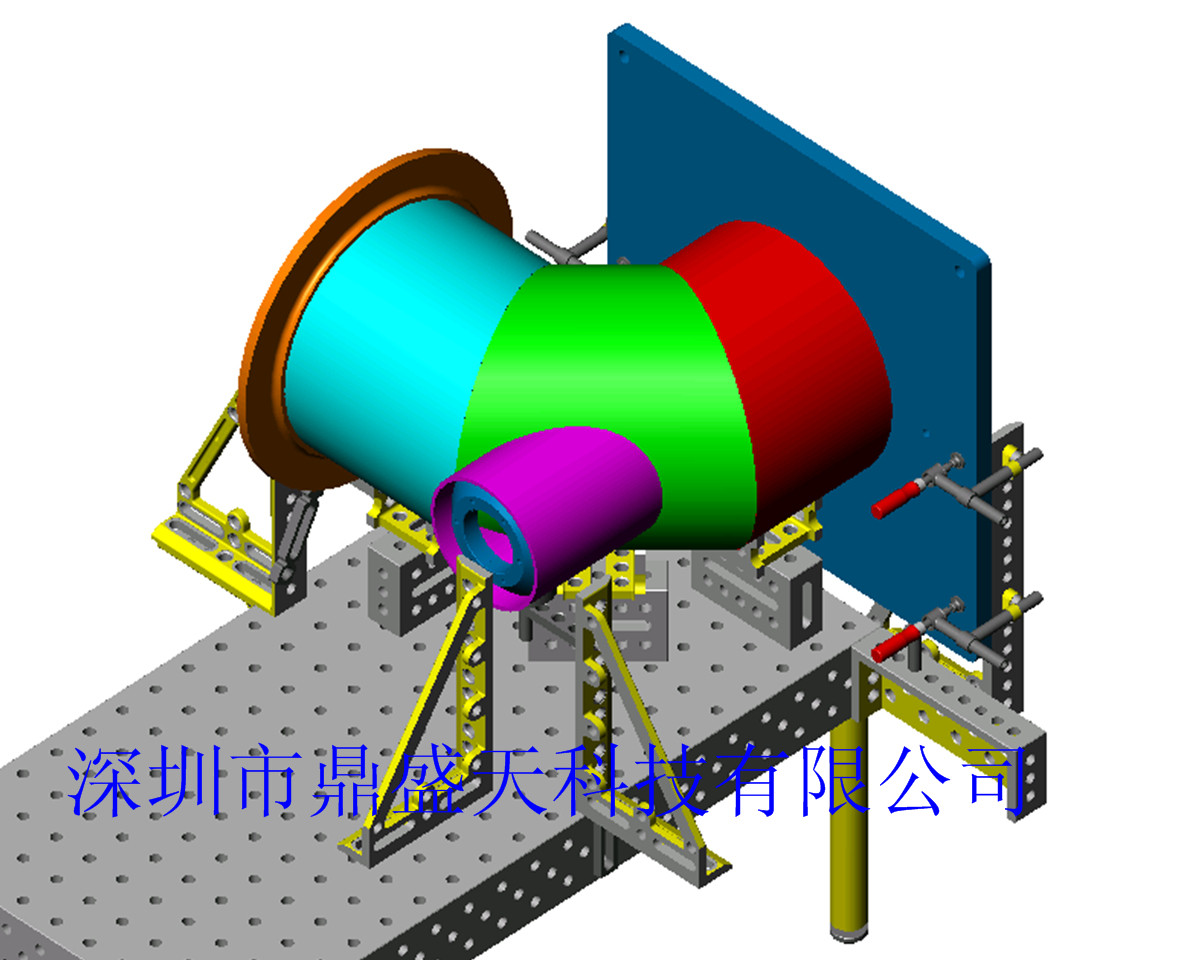
深圳市鼎盛天科技DCT品牌三維柔性焊接工裝夾具是您完成各種異型管道焊...
深圳鼎盛天15年老品牌焊接工裝夾具廠家話你知三維柔性焊接工裝夾具的...
? 2018 深圳市鼎盛天科技有限公司版權所有
粵ICP備12007843號-1
 粵公網安備 44030902001111號
法律聲明
網站地圖
網站設計
粵公網安備 44030902001111號
法律聲明
網站地圖
網站設計


