鋁及鋁合金在現代工程技術所用的各種材料中占有舉足輕重的地位,它在世界年產量僅次于鋼鐵而居第二位,在有色金屬中則居第一位 [1] 。如果說鋁合金最初是在航空工業中嶄露頭角的話,那么近幾十年來,除航空工業外,在航天、汽車、船舶、橋梁、機械制造、電工、化學工業及低溫裝置中已大量應用鋁及鋁合金,以制造各種部件、油箱、耐蝕容器及導線等。目前鋁合金焊接結構中應用最廣的是防銹鋁合金,即鋁鎂合金和鋁錳合金。
鋁合金焊接是指鋁合金材料的焊接過程。鋁合金強度高和質量輕。主要焊接工藝為手工MIG焊(熔化極惰性氣體保護焊)和自動MIG焊,其母材、焊絲、保護氣體、焊接設備 。
1、鎢極氬弧焊
鎢極氬弧焊法主要用于鋁合金,是一種較好的焊接方法,不過鎢極氬弧焊設備較復雜,不合適在露天條件下操作。
2、電阻點焊、縫焊
這種焊接方法可以用來焊接厚度在5mm以下的鋁合金薄板。但是在焊接時用的設備比較復雜,焊接電流大、生產率較高,特別適用于大批量生產的零、部件。
3、脈沖氬弧焊
脈沖氬弧焊可以很好的改善在焊接過程中的穩定性可以調節參數來控制電弧功率和焊縫成形。焊件變形小、熱影響區小,特別適用于薄板、全位置焊接等場合以及對熱敏感性強的鍛鋁、硬鋁、超硬鋁等的焊接 。
4、攪拌摩擦焊
攪拌摩擦焊首先并主要在鋁合金、鎂合金等輕金屬結構領域得到越來越廣泛的應用,此方法的最大特點就是焊接溫度低于材料熔點,可避免由熔焊所帶來的裂紋、氣孔等缺陷。
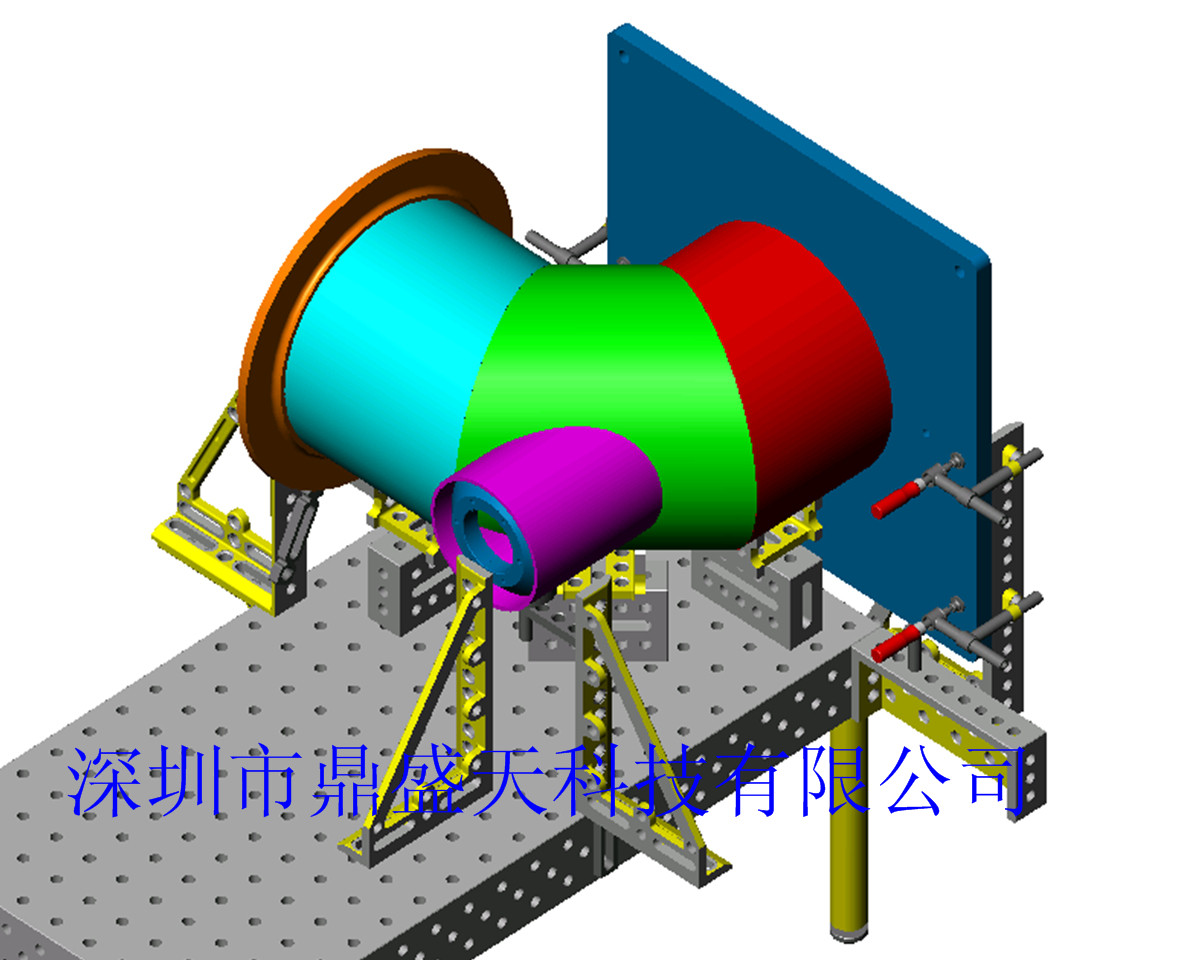
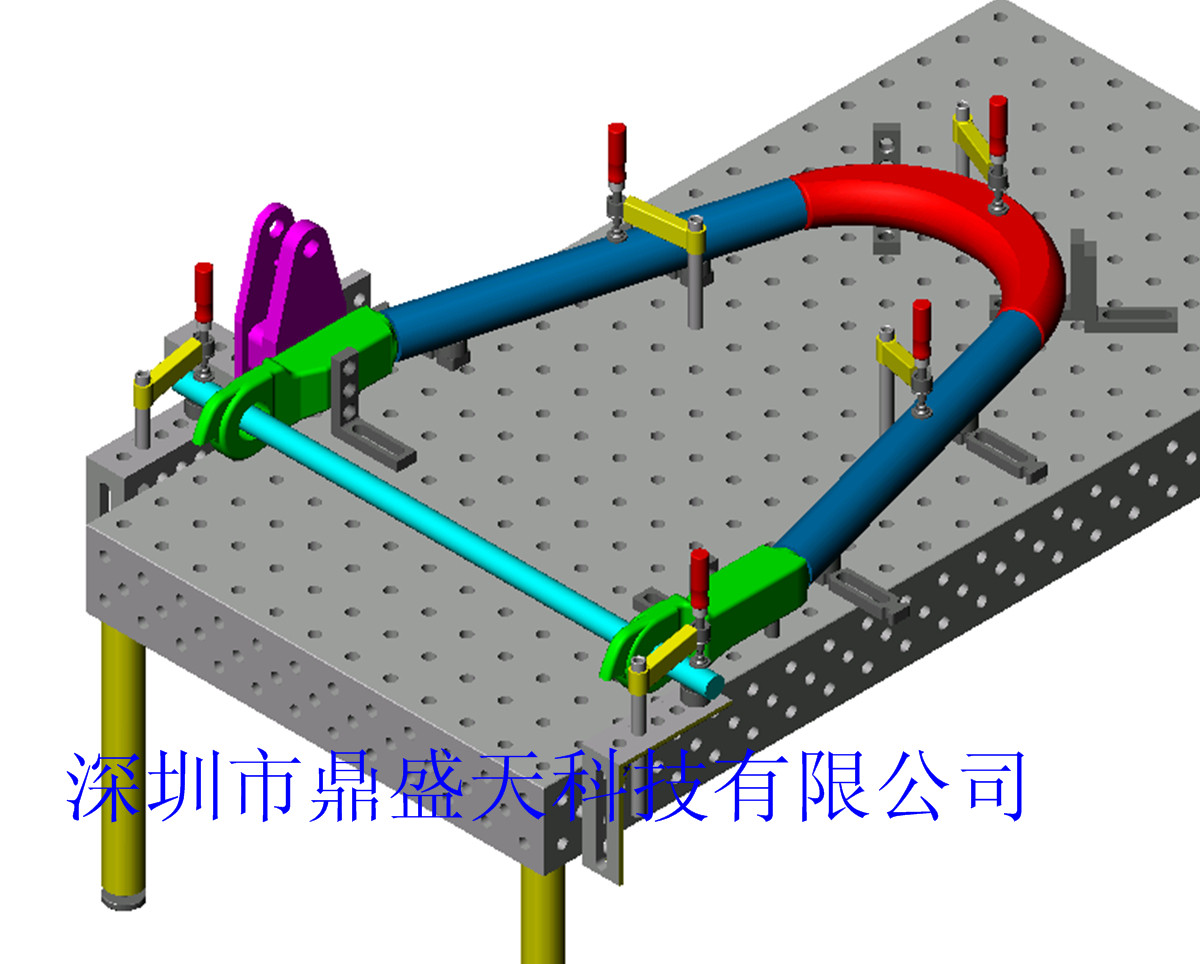
鋁合金焊接最好選用點接觸形式的柔性焊接工裝,以減小工裝與工件的接觸面積。如果工裝對工件是面接觸,就會很快帶走工件的熱量,加速了熔池的凝固,不利于焊縫氣孔的排除。工裝液壓系統的壓力最好控制在9~9.5MPa。
壓力過小達不到預設反變形的目的,但是壓力過大,又會使鋁合金結構的拘束度增大。由于鋁合金的線脹系數大,高溫塑性差,焊接時易產生較大的熱應力,可能會使鋁合金結構產生裂紋。

深圳市鼎盛天科技DCT品牌焊接工裝專注專業大型吊臂、塔吊、桁架等的焊...
選擇一家適合的焊接工裝夾具廠家(深圳鼎盛天科技)可以讓您的焊接 工...
DCT品牌焊接工裝15年的焊接工裝夾具案例積累,15年的品牌沉淀,用心做好...
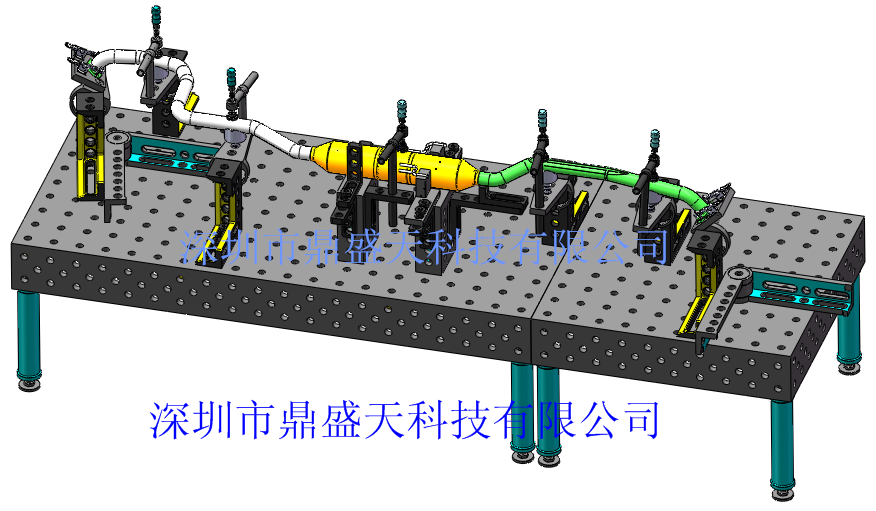
深圳市鼎盛天科技DCT品牌三維柔性焊接工裝夾具是您完成各種異型管道焊...
深圳鼎盛天15年老品牌焊接工裝夾具廠家話你知三維柔性焊接工裝夾具的...
? 2018 深圳市鼎盛天科技有限公司版權所有
粵ICP備12007843號-1
 粵公網安備 44030902001111號
法律聲明
網站地圖
網站設計
粵公網安備 44030902001111號
法律聲明
網站地圖
網站設計


